
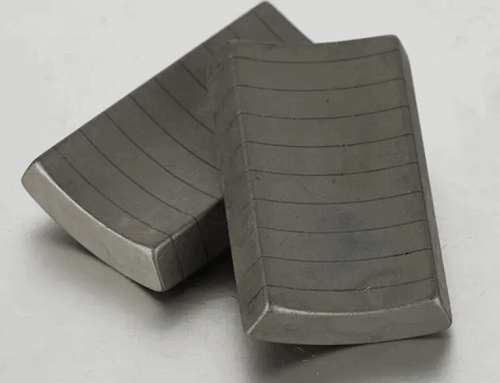
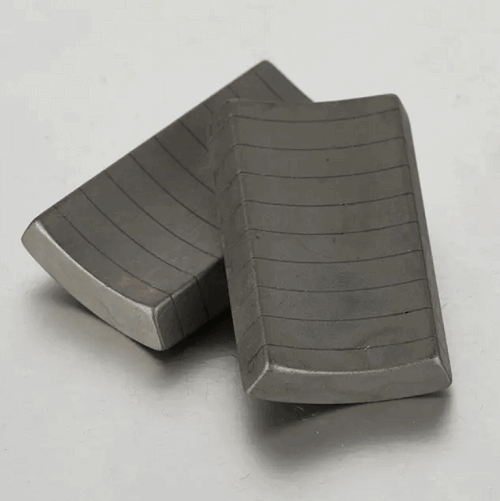
Aimant en néodyme est toujours le matériau magnétique permanent à base de terres rares le plus puissant et le plus couramment utilisé de nos jours. L'aimant en néodyme peut être classé en aimant en néodyme fritté, en aimant en néodyme lié et en aimant en néodyme pressé à chaud, en fonction du processus de fabrication. Chaque forme a ses propriétés magnétiques différentes, puis leur champ d'application qui se chevauche est moindre et sous une relation complémentaire. Les utilisateurs d'aimants se demandent comment les aimants en néodyme sont fabriqués. L'aimant en néodyme fritté est produit par le processus de métallurgie des poudres conventionnel et occupe une prédominance absolue en part de marché.
Comment les aimants en néodyme sont-ils fabriqués ?
L'aimant en néodyme fritté est préparé en faisant fondre les matières premières sous vide ou sous atmosphère inerte dans un four de fusion à induction, puis en les traitant dans la machine de coulée de bande et en les refroidissant pour former une bande d'alliage Nd-Fe-B. Les bandes d'alliage sont pulvérisées pour former une poudre fine de plusieurs microns de diamètre. La poudre fine est ensuite compactée dans un champ magnétique d'orientation et frittée en corps denses. Les corps sont ensuite usinés aux formes spécifiques, traités en surface et magnétisés.
Pesée
La pesée des matières premières qualifiées est directement liée à la précision de la composition de l'aimant. La pureté ou la matière première et la stabilité de la composition chimique sont le fondement de la qualité du produit. L'aimant en néodyme fritté sélectionne normalement un alliage de terres rares comme le mischmétal de praséodyme-néodyme Pr-Nd, le mischmétal de lanthane-cérium La-Ce, et l'alliage de fer-dysprosium Dy-Fe comme matériau pour des raisons de coût. Les éléments à point de fusion élevé comme le bore, le molybdène ou le niobium sont ajoutés sous forme de ferroalliage. La couche de rouille, les inclusions, l'oxyde et la saleté à la surface de la matière première doivent être éliminés par une machine de micro-sablage. De plus, la matière première doit être de taille appropriée pour garantir l'efficacité du processus de fusion ultérieur. Le néodyme possède une faible pression de vapeur et des propriétés chimiques actives, donc le métal de terres rares existe un certain degré de perte par volatilisation et de perte par oxydation pendant le processus de fusion, par conséquent, le processus de pesée de l'aimant en néodyme fritté devrait envisager d'ajouter du métal de terres rares supplémentaire pour assurer la précision de la composition de l'aimant.
Fusion et coulée de bande
La fusion et la coulée de bande sont cruciales pour la composition, l'état cristallin et la distribution de phase, ce qui a un impact sur le processus ultérieur et les performances magnétiques. La matière première est chauffée à l'état fondu via une fusion par induction à moyenne et basse fréquence sous vide ou sous atmosphère inerte. La coulée peut être traitée lorsque la fonte d'alliage a réalisé une homogénéisation, un échappement et un scorie. Une bonne microstructure de lingot moulé doit posséder un cristal colonnaire bien développé et de taille fine, puis la phase riche en Nd doit se distribuer le long de la frontière de grain. De plus, la microstructure de lingot moulé doit être exempte de phase α-Fe. Le diagramme de phase Re-Fe indique que l'alliage ternaire de terres rares est inévitable pour produire la phase α-Fe pendant le refroidissement lent. Les propriétés magnétiques douces à température ambiante de la phase α-Fe endommageront sérieusement les performances magnétiques de l'aimant, et doivent donc être inhibées par un refroidissement rapide. Afin de satisfaire l'effet de refroidissement rapide souhaité pour inhiber la production de la phase α-Fe, Showa Denko K. K., a développé la technologie de coulée de bande et est rapidement devenue une technologie de routine dans l'industrie. La distribution uniforme de la phase riche en Nd et l'effet inhibiteur sur la phase α-Fe peuvent réduire efficacement la teneur totale en terres rares, ce qui est favorable à la fabrication d'aimants à haute performance et à la réduction des coûts.
Décrépitation à l'hydrogène
Le comportement d'hydrogénation du métal de terres rares, des alliages ou des composés intermétalliques et les propriétés physico-chimiques de l'hydrure ont toujours été une question importante sur l'application des terres rares. Le lingot d'alliage Nd-Fe-B présente également une très forte tendance à l'hydrogénation. Les atomes d'hydrogène pénètrent dans le site interstitiel entre la phase principale du composé intermétallique et la phase de frontière de grain riche en Nd et forment un composé interstitiel. Ensuite, la distance interatomique a augmenté et le volume du réseau a augmenté. La contrainte interne résultante produira une fissuration de la frontière de grain (fracture intergranulaire), une fracture cristalline (fracture transcristalline) ou une fracture ductile. Ces décrépitations s'accompagnent de craquements et sont donc connues sous le nom de décrépitation à l'hydrogène. Le processus de décrépitation à l'hydrogène de l'aimant en néodyme fritté est également désigné sous le nom de processus HD. La fissuration de la frontière de grain et la fracture cristalline qui ont généré le processus de décrépitation à l'hydrogène ont rendu la poudre grossière de NdFeB très fragile et très avantageuse pour le processus de fraisage à jet ultérieur. En plus d'améliorer l'efficacité du processus de fraisage à jet, le processus de décrépitation à l'hydrogène est également favorable pour ajuster la taille moyenne des particules de la poudre fine.
Fraisage à jet
Le fraisage à jet s'est avéré être la solution la plus pratique et la plus efficace dans le processus de poudre. Le fraisage à jet utilise un jet de gaz inerte à haute vitesse pour accélérer la poudre grossière à une vitesse supersonique et faire entrer la poudre en collision les unes avec les autres. Le but fondamental du processus de poudre est de rechercher une taille de particule moyenne et une distribution de taille de particule appropriées. La différence des caractéristiques ci-dessus présente des caractéristiques différentes à des échelles macroscopiques qui ont un impact direct sur le remplissage de poudre, l'orientation, le compactage, le démoulage et la microstructure générée dans le processus de frittage, et donc influencent de manière sensible les performances magnétiques, les propriétés mécaniques, la thermoélectricité et la stabilité chimique de l'aimant en néodyme fritté. La microstructure idéale est un grain de phase principale fin et uniforme entouré d'une phase supplémentaire lisse et fine. De plus, la direction de magnétisation facile du grain de phase principale doit être arrangée le long de la direction d'orientation aussi cohérente que possible. Les vides, les gros grains ou la phase magnétique douce entraîneront une réduction significative de la coercivité intrinsèque. La rémanence et la carrure de la courbe de désaimantation diminueront simultanément tandis que la direction de magnétisation facile du grain s'écartera de la direction d'orientation. Ainsi, les alliages doivent être pulvérisés en une particule monocristalline d'un diamètre de 3 à 5 microns.
Compactage
Le compactage par orientation du champ magnétique est le fait d'utiliser l'interaction entre la poudre magnétique et le champ magnétique externe pour aligner la poudre le long de la direction de magnétisation facile et la rendre cohérente avec la direction de magnétisation finale. Le compactage par orientation du champ magnétique est la voie la plus courante pour fabriquer un aimant anisotrope. L'alliage Nd-Fe-B a été écrasé en une particule monocristalline dans le processus de fraisage à jet précédent. La particule monocristalline est une anisotropie uniaxiale et chacune d'elles a simplement une direction de magnétisation facile. La poudre magnétique se transformera en un seul domaine à partir de multi-domaines sous l'action d'un champ magnétique externe après avoir été remplie lâchement dans le moule, puis ajustera sa direction de magnétisation facile de l'axe c pour être cohérente avec la direction du champ magnétique externe via la rotation ou le déplacement. L'axe c de la poudre d'alliage a fondamentalement conservé son état d'arrangement pendant le processus de compactage. Les pièces compactées doivent subir un traitement de désaimantation avant le démoulage. L'indice le plus important du processus de compactage est le degré d'orientation. Le degré d'orientation des aimants en néodyme frittés est déterminé par divers facteurs, notamment la force du champ magnétique d'orientation, la taille des particules, la densité apparente, la méthode de compactage, la pression de compactage, etc.
Frittage
La densité de la pièce compactée peut atteindre plus de 95 % de la densité théorique après un processus de frittage sous vide élevé ou sous atmosphère inerte pure. Par conséquent, les vides dans l'aimant en néodyme fritté sont fermés, ce qui a assuré l'uniformité de la densité de flux magnétique et la stabilité chimique. Étant donné que les propriétés magnétiques permanentes des aimants en néodyme frittés sont étroitement liées à leur propre microstructure, le traitement thermique après le processus de frittage est également essentiel à l'ajustement des performances magnétiques, en particulier la coercivité intrinsèque. La phase de frontière de grain riche en Nd sert de phase liquide qui peut promouvoir la réaction de frittage et restaurer les défauts de surface sur le grain de phase principale. La température de frittage de l'aimant en néodyme est généralement comprise entre 1050 et 1180 degrés Celsius. Une température excessive entraînera la croissance du grain et une diminution de la coercivité intrinsèque. Afin d'obtenir une coercivité intrinsèque idéale, une carrure de la courbe de désaimantation et une perte irréversible à haute température, l'aimant en néodyme fritté a généralement besoin de traiter un traitement thermique de revenu en deux étapes à 900 et 500 degrés Celsius.
Usinage
En plus d'une forme régulière avec une taille modérée, l'aimant en néodyme fritté est difficile à obtenir directement la forme requise et la précision dimensionnelle en une seule fois en raison des limitations techniques du processus de compactage par orientation du champ magnétique, par conséquent, l'usinage est un processus inévitable pour l'aimant en néodyme fritté. En tant que matériau cermet typique, l'aimant en néodyme fritté est considérablement dur et cassant, puis il n'y a que la coupe, le perçage et le meulage qui peuvent être applicables à son processus d'usinage parmi la technologie d'usinage conventionnelle. La coupe à la lame utilise généralement une lame revêtue de diamant ou de CBN. La coupe au fil et la découpe au laser conviennent bien à l'usinage d'aimants de forme spéciale, mais sont accusées d'une faible efficacité de production et d'un coût de traitement élevé en même temps. Le processus de perçage de l'aimant en néodyme fritté est principalement adopté par le diamant et le laser. Il est nécessaire de sélectionner le processus de carottage lorsque le trou intérieur de l'aimant annulaire est supérieur à 4 mm. En tant que sous-produit du processus de carottage, le noyau carotté peut être utilisé pour fabriquer un autre aimant plus petit approprié et ainsi améliorer considérablement le taux d'utilisation des matériaux. La meule pour le meulage par copie est produite sur la base de la surface de meulage.
Traitement de surface
Le traitement protecteur de surface est une procédure nécessaire pour l'aimant en néodyme, en particulier l'aimant en néodyme fritté. L'aimant en néodyme fritté possède une microstructure multiphase et se compose d'une phase principale Nd2Fe14B, d'une phase riche en Nd et d'une phase riche en B. La phase riche en Nd présente une très forte tendance à l'oxydation et constituera la batterie primaire avec la phase principale dans un environnement humide. Une petite quantité d'éléments de substitution est capable d'améliorer la stabilité chimique des aimants, mais cela se fait au détriment des performances magnétiques. Par conséquent, la protection de l'aimant en néodyme fritté vise principalement sa surface. Le traitement de surface de l'aimant en néodyme fritté peut être classé en processus humide et processus sec. Le processus humide fait référence aux aimants qui subissent un traitement protecteur de surface dans de l'eau pure ou une solution. Le processus humide comprend le phosphate, la galvanoplastie, le placage sans courant, l'électrophorèse, le revêtement par pulvérisation et le revêtement par immersion. Le processus sec fait référence aux aimants qui subissent un traitement protecteur de surface par un processus physique ou chimique sans contact avec une solution. Le processus sec contient généralement la déposition physique en phase vapeur (PVD) et la déposition chimique en phase vapeur (CVD).
Magnétisation
La majorité des aimants permanents sont magnétisés avant d'être utilisés pour leurs applications prévues. Le processus de magnétisation consiste à appliquer un champ magnétique le long de la direction d'orientation de l'aimant permanent et à atteindre la saturation technique avec l'augmentation de l'intensité du champ magnétique externe. Chaque type de matériau magnétique permanent a besoin d'une intensité de champ magnétique distincte pour atteindre la saturation technique dans la direction de la magnétisation. La rémanence et la coercivité intrinsèque seront inférieures à leurs valeurs dues, à moins que l'intensité du champ magnétique externe ne soit inférieure au champ magnétique de saturation technique. L'aimant permanent peut être divisé en type isotrope et type anisotrope selon qu'il a ou non une direction de magnétisation facile. En tant qu'aimant anisotrope avec une coercivité intrinsèque élevée, l'aimant au néodyme fritté doit être magnétisé par magnétisation par impulsion. Le condensateur sera chargé après rectification, puis l'énergie électrique du condensateur se déchargera instantanément vers le dispositif de magnétisation. Le dispositif de magnétisation peut générer le champ magnétique pulsé pendant le courant fort instantané qui le traverse. Par conséquent, l'aimant permanent dans la bobine sera magnétisé. Divers modèles de magnétisation peuvent être réalisés sur l'aimant au néodyme fritté tant qu'ils ne sont pas en conflit avec sa direction d'orientation.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
[…] et performance. Pour des informations techniques sur la fabrication et les revêtements des aimants, vous pourriez découvrir comment fabriquer un aimant NdFeB […]
[…] particles from fast-moving fluids. To understand the engineering behind this power, looking at how to make NdFeB magnets reveals the complex sintering process that defines their strength. These magnets are encapsulated […]
[…] Technology. It delivers high magnetic flux density without taking up space. Understanding the manufacturing process of NdFeB magnets highlights exactly why this material dominates the high-performance […]