
Usinage de magnets : comment les aimants sont-ils façonnés avec précision ?
Beaucoup de gens pensent que les aimants sont façonnés une seule fois lors de la production — mais ce n’est pas le cas. La plupart des aimants, en particulier ceux en terres rares, nécessitent un usinage minutieux pour atteindre leur taille finale et leur tolérance.
L’usinage des aimants en terres rares est essentiel car leur nature dure et cassante empêche de les fabriquer aux dimensions finales en une seule étape. La coupe, le perçage et le meulage sont des étapes clés pour atteindre la précision.
Même avec des matériaux magnétiques puissants comme NdFeB et SmCo, il est impossible de sauter l’étape de l’usinage. Voici pourquoi — et comment je l’aborde avec mes clients dans l’industrie des aimants.
Qu’est-ce que l’usinage des aimants ?
L’usinage des aimants ne peut pas être ignoré. La plupart des aimants ne peuvent pas être moulés ou pressés dans leur forme finale, en particulier les types en terres rares sintrés.
L’usinage des aimants désigne le processus de modification de la forme, de la taille et de la surface des aimants à l’aide de méthodes telles que la coupe, le meulage ou le perçage pour obtenir des dimensions précises.

Découpe à fil multiple
Pourquoi ne peut-on pas sauter l’usinage ?
Les aimants en terres rares comme le NdFeB sintré sont très durs mais aussi cassants. Lors des étapes de pressage et de sintrage, il est impossible de contrôler la forme avec une grande précision. Les blocs d’aimants sortent rugueux, surdimensionnés, et souvent avec des écarts de tolérance.
C’est là que l’usinage intervient. Sans lui, il est impossible de respecter des spécifications dimensionnelles strictes requises dans des industries comme les moteurs, les capteurs et les dispositifs médicaux.
Quelles sont les principales techniques d’usinage ?
| Méthode d’usinage | Outils utilisés | Applications courantes |
|---|---|---|
| Coupe | Lames en diamant/CBN, scies à fil | Ajustement de grands blocs en plus petits |
| Perçage | Forets en diamant, lasers, ultrasons | Création de trous dans des aimants en anneau/arche |
| Meulage | Roue de meulage en résine ou en métal | Atteindre la planéité et la précision de la surface |
| Barreautage | Tumbler pour chanfreiner | Arrondi des bords pour améliorer la sécurité |
Chaque méthode a son propre rôle en fonction du type de matériau, de la complexité de la forme et de la précision requise.
Comment usiner des aimants ?
L'usinage des aimants n'est pas comme l'usinage de l'acier ou du plastique. Il nécessite une attention particulière en raison des propriétés du matériau magnétique.
Les aimants sont usinés à l'aide d'outils tels que des lames en diamant ou des roues de meulage. La méthode dépend du type d'aimant, de la forme et de l'application. La précision et le soin sont essentiels.
1. Techniques de coupe
Découpe à la lame
Nous utilisons des lames recouvertes de diamant ou de CBN. L'épaisseur de la lame, la vitesse et l'avance influencent la qualité et la tolérance finale.
Sous-types :
- Découpe cylindrique: Souvent utilisée pour les aimants en forme de disque.
- Découpe interne: Utilisée pour couper des trous ou des profils internes.
Découpe à l'aide de fil et découpe laser
Ces méthodes sont idéales pour réaliser des formes complexes. La découpe par EDM filaire et les lasers offrent des résultats précis, mais elles sont plus lentes et plus coûteuses. Je recommande généralement ces méthodes pour des petites séries ou des pièces de haute précision.
Découpe à la scie à fil
C'est une méthode incontournable pour couper des tranches fines ou des formes délicates avec un minimum de dommages.
2. Techniques de perçage
Les aimants avec des trous internes—notamment les types anneau et arc—ont souvent besoin d'être percés après le frittage.
Types de perçage :
- Perçage solide: Réalisé à l'aide d'outils en diamant ou au laser. Idéal pour les petits trous.
- Perçage creux: Utilisé lorsque les trous ont un diamètre supérieur à 4 mm. Nous pouvons réutiliser le noyau du trou pour fabriquer d'autres pièces, améliorant ainsi l'utilisation du matériau.
3. Techniques de meulage
Cette étape garantit la planéité de la surface, des tolérances strictes et un aspect esthétique.
Types de meulage :
- Meulage cylindrique
- Meulage intérieur
- Meulage de surface
- Meulage de copie: Nous concevons des roues de meulage pour correspondre au contour final.
Pour la plupart de mes clients, le meulage est l'étape d'usinage la plus fréquente, notamment lors de la production d'aimants pour moteurs ou capteurs.
4. Ébarbage / Chanfreinage
Certains clients demand des bords sécurisés — en particulier dans les assemblages qui impliquent une manipulation. La barrelling aide à éliminer les arêtes vives, rendant l'assemblage plus sûr et plus ergonomique.
Qu'est-ce que la fabrication de aimants ?
Beaucoup de personnes confondent la fabrication d'aimants avec l'usinage d'aimants. Ce sont des étapes différentes du processus.
La fabrication d'aimants comprend toutes les étapes, depuis la poudre brute jusqu'au composant magnétique final, y compris le pressage, le frittage, et parfois l'usinage.

Étapes principales de la fabrication
| Étape | Description |
|---|---|
| Préparation de la poudre | Mélange des éléments de terres rares et broyage en fine poudre |
| Pressage | Compactage de la poudre sous champ magnétique |
| Frittage | Chauffage sous vide ou gaz inerte pour former un aimant solide |
| Usinage | Découpe, perçage et meulage pour obtenir la forme et la tolérance finales |
| Revêtement | Application de couches protectrices comme Ni, Zn ou époxy |
| Magnétisation | Exposition de la pièce finie à un champ magnétique puissant |
L'usinage se fait après le frittage et avant le revêtement. C’est pourquoi le choix de la méthode d'usinage est crucial — surtout si des revêtements comme Ni-Cu-Ni ou époxy sont impliqués. Un mauvais usinage peut endommager la surface, entraînant une mauvaise adhérence ou de la corrosion.
Comment les aimants sont-ils utilisés dans les machines ?
Les aimants usinés sont essentiels dans la machinerie moderne. Presque tous les systèmes électromécaniques en utilisent.
Les aimants dans les machines convertissent l'énergie électrique en mouvement, détectent la position ou maintiennent des composants. Les aimants usinés avec précision permettent des systèmes compacts et performants.

photo de moteur sans noyau provenant des designs d’Assun Motor
Où vont les aimants usinés ?
1. Moteurs
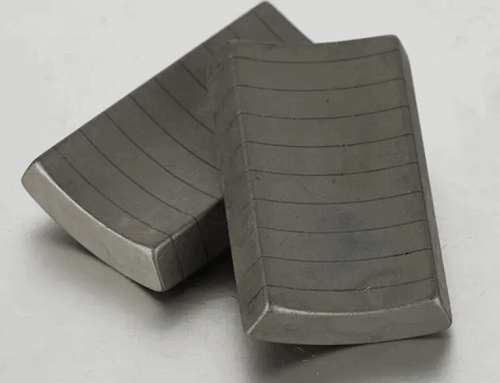
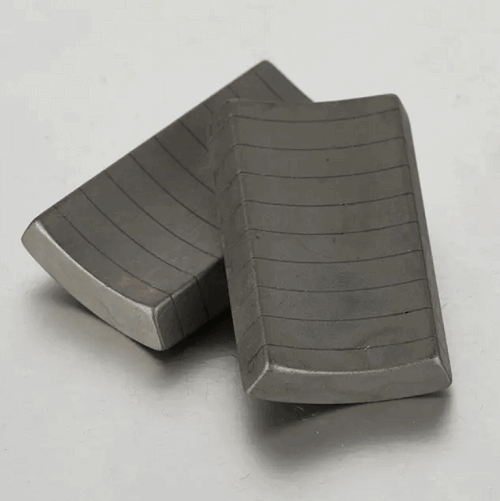
Les moteurs à aimants permanents nécessitent des aimants avec des formes précises pour équilibrer la dynamique du rotor. La plupart des rotors utilisent des aimants en arc, que nous broyons avec une tolérance stricte.
2. Capteurs
Les capteurs à effet Hall utilisent de minuscules aimants qui doivent s'insérer parfaitement dans les boîtiers. Quelques microns de décalage peuvent affecter les performances.
3. Dispositifs Médicaux
Les machines à IRM, les outils chirurgicaux et les pompes utilisent de petits aimants sur mesure. Ceux-ci doivent être usinés et percés avec une grande précision et sans bavures.
4. Aérospatial et Robotique
Les applications spatiales et robotiques exigent des assemblages d'aimants légers et puissants. Nous usinons selon des spécifications exactes pour garantir performance et sécurité.
Considérations sur le type d'aimant
| Type d'aimant | Besoin d'usinage | Remarques |
|---|---|---|
| NdFeB fritté | Élevée | Très fragile, nécessite des outils en diamant |
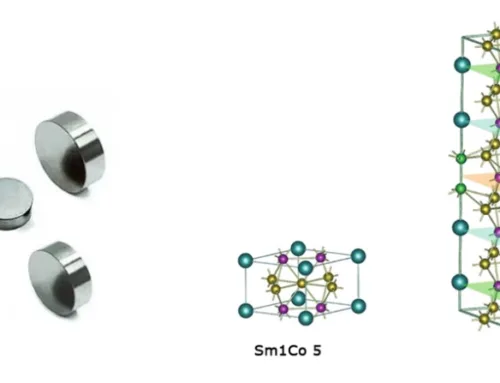
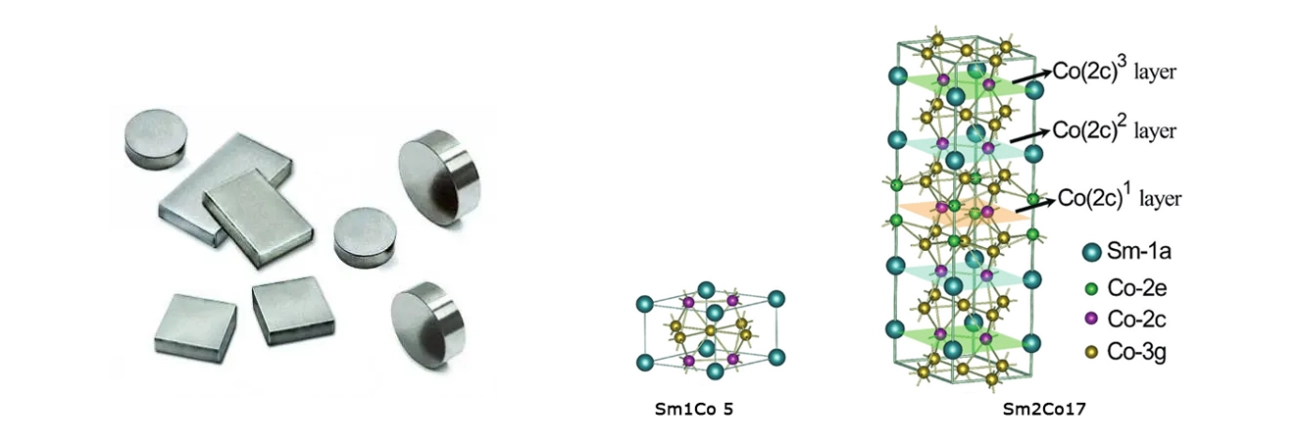
| SmCo | Modéré à élevé | Stable mais dur |
| Aimants en bonded | Faible à modéré | Souvent proche de la forme finale, moins d'usinage nécessaire |
| Ferrite | Modéré | Coût inférieur, peut être usiné avec des outils standard |
Les aimants liés, tels que ceux moulés par injection, nécessitent seulement une petite finition. Mais les aimants moulés par compression nécessitent encore un broyage, surtout si une hauteur ou une planéité précises sont requises.
Conclusion
L'usinage des aimants est une étape clé pour garantir la performance et l'ajustement. Il transforme des blocs magnétiques bruts en composants précis et utilisables.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
[…] shapes allow us to direct the magnetic flux exactly where the sensor needs it. For example, custom magnet machining allows us to create stepped, countersunk, or rectangular magnets that fit perfectly into a specific […]
[…] are inherently brittle and designed for harsh conditions, proper shaping is vital. Our advanced magnet machining techniques ensure that these powerful components are cut to exact tolerances without compromising […]