
Ímã de Neodímio ainda é o material magnético permanente de terras raras mais poderoso e frequentemente usado atualmente. O ímã de neodímio pode ser classificado em ímã de neodímio sinterizado, ímã de neodímio ligado e ímã de neodímio prensado a quente, de acordo com o processo de fabricação. Cada forma tem suas diferentes propriedades magnéticas, então seu escopo de aplicação sobreposto é menor e sob uma relação complementar. Os usuários de ímãs estão se perguntando como os ímãs de neodímio são feitos. O ímã de neodímio sinterizado é produzido pelo processo convencional de metalurgia do pó e ocupa uma predominância absoluta na participação de mercado.
Como os ímãs de neodímio são feitos?
O ímã de neodímio sinterizado é preparado pelas matérias-primas sendo derretidas sob vácuo ou atmosfera inerte em um forno de indução, depois processado no lançador de tiras e resfriado para formar uma tira de liga Nd-Fe-B. As tiras de liga são pulverizadas para formar um pó fino com vários mícrons de diâmetro. O pó fino é subsequentemente compactado em um campo magnético de orientação e sinterizado em corpos densos. Os corpos são então usinados nas formas específicas, tratados na superfície e magnetizados.
Pesagem
A pesagem de matéria-prima qualificada está diretamente relacionada à precisão da composição do ímã. A pureza da matéria-prima e a estabilidade da composição química são a base da qualidade do produto. O ímã de neodímio sinterizado normalmente seleciona liga de terras raras como mischmetal de praseodímio-neodímio Pr-Nd, mischmetal de lantânio-cério La-Ce e liga de disprósio ferro Dy-Fe como material por razões de custo. Elementos de alto ponto de fusão Boro, Molibdênio ou Nióbio são adicionados na forma de ferroliga. Camada de ferrugem, inclusão, óxido e sujeira na superfície da matéria-prima precisam ser removidos por máquina de microjateamento. Além disso, a matéria-prima deve estar em tamanho adequado para cumprir a eficiência no processo de fusão subsequente. O neodímio possui baixa pressão de vapor e propriedades químicas ativas, então o metal de terras raras existe um certo grau de perda por volatilização e perda por oxidação durante o processo de fusão, portanto, o processo de pesagem do ímã de neodímio sinterizado deve considerar adicionar metal de terras raras adicional para garantir a precisão da composição do ímã.
Fusão e Fundição de Tiras
A fusão e a fundição de tiras são cruciais para a composição, estado cristalino e distribuição da fase, impactando assim o processo subsequente e o desempenho magnético. A matéria-prima é aquecida ao estado fundido através de fusão por indução de média e baixa frequência sob vácuo ou atmosfera inerte. A fundição pode ser processada quando a liga fundida realiza homogeneização, exaustão e remoção de escória. Uma boa microestrutura de lingote fundido deve possuir cristal colunar bem crescido e de tamanho fino, então a fase rica em Nd deve se distribuir ao longo do contorno do grão. Além disso, a microestrutura do lingote fundido deve ser livre de fase α-Fe. O diagrama de fase Re-Fe indica que a liga ternária de terras raras é inevitável para produzir fase α-Fe durante o resfriamento lento. As propriedades magnéticas suaves à temperatura ambiente da fase α-Fe danificarão seriamente o desempenho magnético do ímã, portanto, devem ser inibidas pelo resfriamento rápido. A fim de satisfazer o efeito de resfriamento rápido desejado para inibir a produção de fase α-Fe, Showa Denko K. K., desenvolveu a Tecnologia de Fundição de Tiras e logo se tornou tecnologia de rotina dentro da indústria. A distribuição uniforme da fase rica em Nd e o efeito inibitório na fase α-Fe podem efetivamente reduzir o conteúdo total de terras raras, o que é favorável para fabricar ímãs de alto desempenho e redução de custos.
Decrepitação por Hidrogênio
O comportamento de hidrogenação de metal de terras raras, ligas ou compostos intermetálicos e as propriedades físico-químicas do hidreto sempre foram a questão importante na aplicação de terras raras. O lingote de liga Nd-Fe-B também exibe uma tendência de hidrogenação muito forte. Os átomos de hidrogênio entram no sítio intersticial entre a fase principal do composto intermetálico e a fase de contorno de grão rica em Nd e formam composto intersticial. Então a distância interatômica aumentou e o volume da rede se expandiu. O estresse interno resultante produzirá rachaduras no contorno do grão (fratura intergranular), fratura do cristal (fratura transcristalina) ou fratura dúctil. Essas decrepitações vêm com estalos e, portanto, são conhecidas como decrepitação por hidrogênio. O processo de decrepitação por hidrogênio do ímã de neodímio sinterizado também é referenciado como processo HD. Rachaduras no contorno do grão e fratura do cristal que foram geradas no processo de decrepitação por hidrogênio tornaram o pó grosso de NdFeB muito frágil e altamente vantajoso para o processo subsequente de moagem a jato. Além de aumentar a eficiência do processo de moagem a jato, o processo de decrepitação por hidrogênio também é favorável para ajustar o tamanho médio do pó fino.
Moagem a Jato
A moagem a jato provou ser a solução mais prática e eficiente no processo de pó. A moagem a jato utiliza um jato de alta velocidade de gás inerte para acelerar o pó grosso à velocidade supersônica e impactar o pó um no outro. O propósito básico do processo de pó é buscar o tamanho médio de partícula e a distribuição do tamanho de partícula apropriados. A diferença das características acima exibe diferentes características em escalas macroscópicas que impactam diretamente no enchimento de pó, orientação, compactação, desmoldagem e microestrutura gerada no processo de sinterização, influenciando assim sensivelmente o desempenho magnético, propriedades mecânicas, termoeletricidade e estabilidade química do ímã de neodímio sinterizado. A microestrutura ideal é um grão de fase principal fino e uniforme cercado por uma fase adicional lisa e fina. Além disso, a direção de fácil magnetização do grão da fase principal deve ser organizada ao longo da direção de orientação o mais consistente possível. Voids, grãos grandes ou fase magnética suave levarão a uma redução significativa na coercividade intrínseca. A remanência e a quadratura da curva de desmagnetização diminuirão simultaneamente enquanto a direção de fácil magnetização do grão se desvia da direção de orientação. Assim, as ligas devem ser pulverizadas para a partícula de cristal único variando de 3 a 5 mícrons de diâmetro.
Compactação
A compactação de orientação de campo magnético é referida para utilizar a interação entre o pó magnético e o campo magnético externo para alinhar o pó ao longo da direção de fácil magnetização e torná-lo consistente com a direção de magnetização final. A compactação de orientação de campo magnético é o caminho mais comum para fabricar ímãs anisotrópicos. A liga Nd-Fe-B foi esmagada na partícula de cristal único no processo anterior de moagem a jato. A partícula de cristal único é anisotropia uniaxial e cada uma delas tem apenas uma direção de fácil magnetização. O pó magnético se transformará no domínio único do multi-domínio sob a ação de externo campo magnético depois de preenchido solto no molde, então ajuste seu eixo c de direção de fácil magnetização para ser consistente com a direção do campo magnético externo através de rotação ou movimento. O eixo C do pó de liga basicamente reteve seu status de arranjo durante o processo de compactação. As peças compactadas devem prosseguir com o tratamento de desmagnetização antes da desmoldagem. O índice mais importante do processo de compactação é o grau de orientação. O grau de orientação dos ímãs de neodímio sinterizados é determinado por vários fatores, incluindo força do campo magnético de orientação, tamanho da partícula, densidade aparente, método de compactação, pressão de compactação, etc.
Sinterização
A densidade da peça compactada pode atingir mais de 95% da densidade teórica após o processo de sinterização processado sob alto vácuo ou atmosfera inerte pura. Portanto, os vazios no ímã de neodímio sinterizado são fechados, o que garantiu a uniformidade da densidade do fluxo magnético e a estabilidade química. Como as propriedades magnéticas permanentes dos ímãs de neodímio sinterizados estão intimamente relacionadas à sua própria microestrutura, o tratamento térmico após o processo de sinterização também é crítico para o ajuste do desempenho magnético, especialmente a coercividade intrínseca. A fase de contorno de grão rica em Nd está servindo como a fase líquida que é capaz de promover a reação de sinterização e restaurar defeitos de superfície no grão da fase principal. A temperatura de sinterização do ímã de neodímio geralmente varia de 1050 a 1180 graus Celsius. A temperatura excessiva levará ao crescimento do grão e diminuirá a coercividade intrínseca. A fim de obter coercividade intrínseca ideal, quadratura da curva de desmagnetização e perda irreversível de alta temperatura, o ímã de neodímio sinterizado geralmente precisa processar tratamento térmico de têmpera em dois estágios a 900 e 500 graus Celsius.
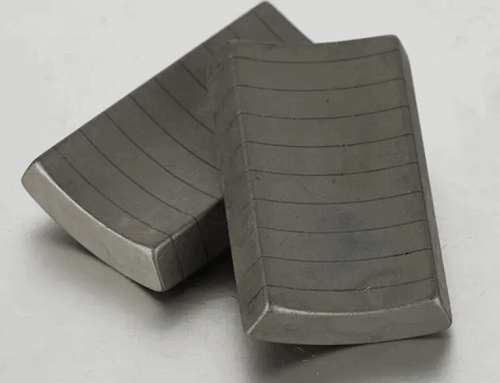
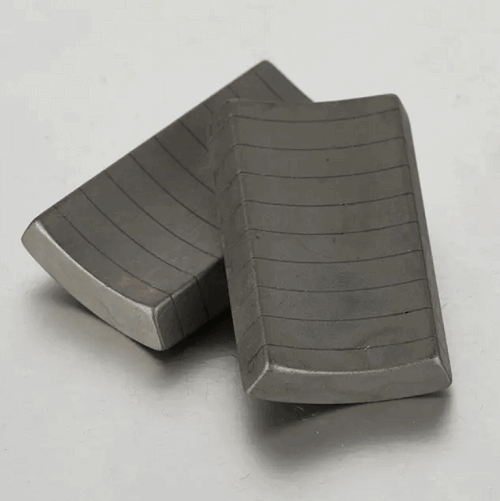
Usinagem
Além da forma regular com tamanho moderado, o ímã de neodímio sinterizado é difícil de alcançar diretamente a forma e a precisão dimensional necessárias de uma só vez devido às limitações técnicas no processo de compactação de orientação de campo magnético, portanto, o usinagem é um processo inevitável para o ímã de neodímio sinterizado. Como um material cermet típico, o ímã de neodímio sinterizado é consideravelmente duro e quebradiço, então há apenas corte, perfuração e retificação podem ser aplicáveis ao seu processo de usinagem entre a tecnologia de usinagem convencional. O corte de lâmina normalmente utiliza lâmina revestida de diamante ou revestida de CBN. O corte a fio e o corte a laser são adequados para o usinagem de ímãs de forma especial, mas acusados de baixa eficiência de produção e alto custo de processamento enquanto isso. O processo de perfuração do ímã de neodímio sinterizado é principalmente adotado diamante e laser. É necessário selecionar o processo de trepanação quando o furo interno do ímã do anel for maior que 4mm. Como subproduto no processo de trepanação, o núcleo trepanado pode ser usado para fabricar outro ímã menor adequado e, assim, aumentar significativamente a taxa de utilização do material. A rebolo para retificação de cópia é produzida com base na superfície de retificação.
Tratamento de Superfície
O tratamento protetor de superfície é um procedimento necessário para o ímã de neodímio, especialmente o ímã de neodímio sinterizado. O ímã de neodímio sinterizado possui microestrutura multifásica e consiste em fase principal Nd2Fe14B, fase rica em Nd e fase rica em B. A fase rica em Nd exibe uma tendência de oxidação muito forte e constituirá a bateria primária com a fase principal sob ambiente úmido. Uma pequena quantidade de elementos substitucionais é capaz de aumentar a estabilidade química dos ímãs, mas vem ao custo do desempenho magnético. Portanto, a proteção do ímã de neodímio sinterizado é principalmente direcionada à sua superfície. O tratamento de superfície do ímã de neodímio sinterizado pode ser classificado em processo úmido e processo seco. O processo úmido refere-se a ímãs que são processados tratamento protetor de superfície em água pura ou solução. O processo úmido inclui fosfato, galvanoplastia, eletrodeposição sem eletricidade, eletroforese, revestimento por pulverização e revestimento por imersão. O processo seco refere-se a ímãs que são processados tratamento protetor de superfície através de processo físico ou químico sem contato com a solução. O processo seco geralmente contém deposição física de vapor (PVD) e deposição química de vapor (CVD).
Magnetização
A maioria dos ímãs permanentes são magnetizados antes de serem usados em suas aplicações pretendidas. O processo de magnetização se refere à aplicação de um campo magnético ao longo da direção de orientação do ímã permanente e à obtenção da saturação técnica com o aumento da intensidade do campo magnético externo. Cada tipo de material magnético permanente precisa de uma intensidade de campo magnético distinta para atingir a saturação técnica na direção da magnetização. A remanência e a coercividade intrínseca serão menores que seus valores devidos, a menos que a intensidade do campo magnético externo seja inferior ao campo magnético de saturação técnica. O ímã permanente pode ser dividido em tipo isotrópico e tipo anisotrópico, dependendo se possui ou não uma direção de fácil magnetização. Como um ímã anisotrópico com alta coercividade intrínseca, o ímã de Neodímio sinterizado precisa ser magnetizado por meio de magnetização por impulso. O capacitor será carregado após a retificação, então a energia elétrica no capacitor é descarregada instantaneamente no dispositivo de magnetização. O dispositivo de magnetização pode gerar o campo magnético pulsado durante a forte corrente instantânea através dele. Portanto, o ímã permanente na bobina será magnetizado. Existem vários padrões de magnetização que podem ser alcançados no ímã de Neodímio sinterizado, desde que não entrem em conflito com sua direção de orientação.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
… e desempenho. Para insights técnicos sobre fabricação de ímãs e revestimentos, você pode descobrir como fazer ímãs de NdFeB…
[…] particles from fast-moving fluids. To understand the engineering behind this power, looking at how to make NdFeB magnets reveals the complex sintering process that defines their strength. These magnets are encapsulated […]
[…] Technology. It delivers high magnetic flux density without taking up space. Understanding the manufacturing process of NdFeB magnets highlights exactly why this material dominates the high-performance […]