
You might be looking for black magnets to lower your production costs, or perhaps you need a high-end, rust-resistant magnetic surface treatment for a harsh industrial environment.
But here is what most sourcing guides won’t tell you: the term “black magnet” actually covers two entirely different material technologies.
Depending on your engineering specs, you are either looking for raw sintered ferrite magnets—which are naturally charcoal-grey—or high-strength neodymium NdFeB material encapsulated in a protective black epoxy coating.
Choosing the wrong one means risking premature permanent magnet demagnetization or overpaying for performance you don’t need.
This guide cuts through the fluff to break down the exact chemical compositions, thermal boundaries, and Korrosionsbeständigkeit ratings of both systems. If you want to optimize your product lifecycle and lock in the right specs with your Magnetmateriallieferant, here is exactly what you need to know.
Sintered Ferrite: The Naturally Black Magnet
When you think of a classic black magnet, you are likely picturing sintered ferrite. Unlike other magnetic materials that require external paint or plating to look dark, these ceramic permanent magnets are naturally black due to their unique chemical makeup and high-temperature manufacturing.
Chemical Composition
We manufacture these magnets by blending a large proportion of iron oxide (rust) with specific chemical compounds of either strontium or barium. This raw mix creates barium and strontium ferrite, a heavy chemical structure that gives the material its signature dark gray to pitch-black color and unique ceramic traits.
The Sintering Process
Creating these black magnets requires a precise, multi-step thermal and mechanical process:
- Calcination: We fire the raw chemical mixture at extreme temperatures to create the correct ferrite compound.
- Milling: The calcined material is ground down into a super-fine raw ceramic powder.
- Pressing: We compress this powder inside high-pressure molds to form the desired shape.
- Sintern: The pressed parts enter high-temperature kilns where the particles fuse together without melting, locking in the final shape and permanent magnetic traits.
Key Performance Characteristics
- Kosteneffizienz: Because iron oxide is widely available, these are the most budget-friendly permanent magnets on the global market.
- Inherent Immunity to Oxidation: Unlike iron-heavy rare earth options, sintered ferrite is already an oxide. It features total Korrosionsbeständigkeit and will not rust or degrade in wet environments.
- High operating temperatures: These magnets maintain excellent high-temperature magnetic stability, working smoothly at temperatures up to 250°C (482°F) without losing their grip.
Gängige Anwendungen
Thanks to their durability and low cost, these naturally black magnets drive critical hardware across global industries. They are widely used in industrial magnetic separators, automotive starter motors, loudspeakers, acoustic gear, and everyday household appliances.
Advanced Black-Coated Rare Earth Magnets
While traditional ceramic options are naturally dark, high-performance black magnets get their appearance from specialized protective layers. Raw Neodymium NdFeB material is highly susceptible to environmental degradation, requiring robust encapsulation to prevent oxidation and moisture damage.
To tackle this, we apply advanced industrial surface treatments that safeguard the underlying rare earth alloy without compromising magnetic performance.
Premium Industrial Coating Options
- Black Epoxy Coating: Provides exceptional Korrosionsbeständigkeit, moisture barriers, and protection against salt spray. It is the gold standard for harsh operating environments.
- Black Nickel: Offers a sleek, dark metallic finish with excellent wear resistance and mechanical durability for high-impact applications.
Unmatched Performance Metrics
These advanced magnetic surface treatments deliver the absolute maximum holding force possible in a compact footprint. By wrapping a high-energy neodymium core in an environmentally secure shell, these magnets maintain critical structural integrity and prevent degradation over time.
Understanding how these materials perform under stress is essential for precision engineering. To get a complete picture of how magnetic materials respond to external fields, engineers frequently analyze the demagnetization behavior and BH curve of the alloy before finalizing their coating selection.
High-Tech Applications
Thanks to their extreme power density and resilient shielding, these coated systems are vital components in modern, high-precision industries:
- Brushless DC (BLDC) Motors: Ensuring high efficiency and reliability in automated systems.
- Precision Sensors: Delivering stable magnetic fields for automotive and industrial tracking.
- Verbraucherelektronik: Providing strong, compact latching and alignment mechanisms in smartphones and wearables.
- Aerospace Actuators: Meeting strict weight-to-power ratios and surviving extreme ambient conditions.
Technical Comparison: Choosing the Right Black Magnet System
When sourcing a black magnet for your project, choosing the right material system is critical for long-term performance and cost efficiency. For applications like Magnete, die in Unterhaltungselektronik verwendet werden, selecting between a ceramic permanent magnet and an advanced coated rare earth system dictates your entire design architecture.
The engineering procurement data-matrix below outlines the key performance criteria to help you specify the correct magnetic surface treatment, coercive field strength, and thermal limits for your application.
| Performance Criteria | Sintered Ferrite Magnets (Ceramic) | Black Epoxy/Nickel Coated Neodymium (NdFeB) |
|---|---|---|
| Magnetic Flux Density (Br) | Low to Medium ($\approx 0.4$ T) | Very High ($\approx 1.1 – 1.4$ T) |
| Coercive Field Strength (Hcb) | Mäßig | Exceptionally High |
| Maximale Betriebstemperatur | Up to 250°C (High-temperature magnetic stability) | 80°C to 200°C (Grade dependent) |
| Korrosionsbeständigkeit | Inherent (Naturally immune to oxidation) | High (Dependent on the protective black epoxy coating) |
| Kosteneffizienz | High (Economical for high-volume production) | Premium (Investment for high-power density) |
| Primary Use Case | Large-scale assemblies, motors, and appliances | Precision sensors, BLDC motors, and aerospace |
While sintered ferrite magnets offer unmatched raw environmental resistance and high-temperature magnetic stability without extra coatings, neodymium NdFeB material provides the maximum holding force required for compact, high-efficiency technologies. Protecting that raw rare-earth material with an advanced black epoxy layer ensures it withstands harsh operational environments without sacrificing structural integrity.
Industrial Sourcing & Manufacturing Considerations for Black Magnets
When sourcing a black magnet system for high-performance applications, standard off-the-shelf components rarely suffice. Engineering procurement requires a deep understanding of manufacturing limits, environmental resilience, and regulatory compliance to ensure long-term system reliability.
Geometrical Precision & Custom Shaping
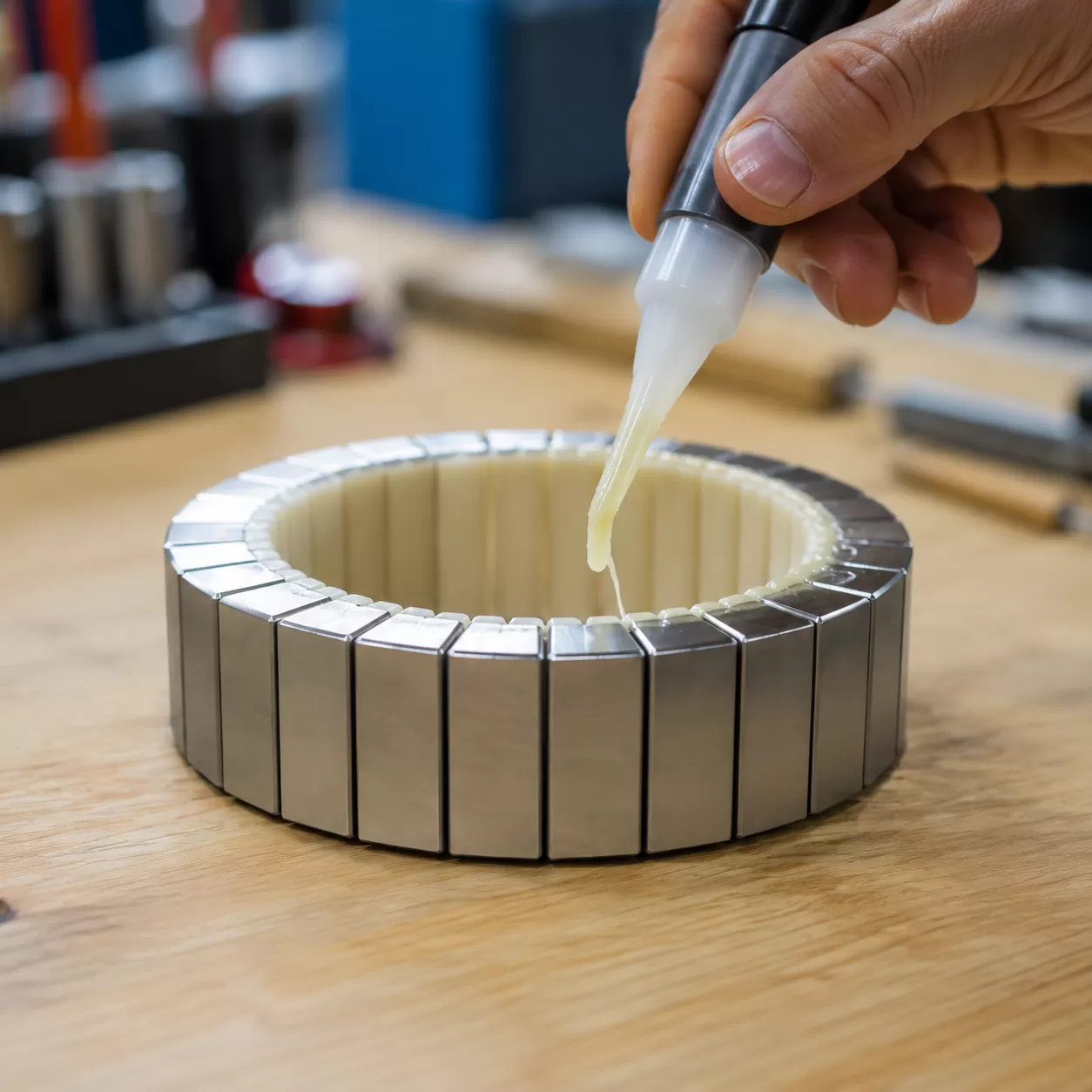
Achieving exact tolerances depends heavily on the base material classification. Sintered ferrites are highly brittle and typically molded to shape, whereas rare-earth neodymium materials require specialized magnet machining to prevent structural micro-cracks. We manufacture a wide range of custom magnetic shapes (discs, rings, blocks), arcs, and multi-pole radial disks to fit strict spatial constraints.
- Molded Components: Ideal for high-volume, cost-effective geometric profiles.
- Precision Machining: Utilizes diamond grinding wheels and wire EDM to achieve tight dimensional tolerances.
Demagnetization Engineering & Coercive Field Strength
Operating in high-vibration or variable thermal environments risks permanent magnet demagnetization. To prevent performance degradation, the coercive field strength (coercivity) must be precisely matched to your application’s thermal and magnetic stress levels.
- Thermal Stability: Selecting the proper grade ensures the material maintains its magnetic field under peak operating temperatures.
- Vibration Resistance: Secure structural housing and robust structural integrity prevent physical degradation during mechanical stress.
Compliance and Safety Standards
Global supply chains demand strict adherence to environmental and quality regulations. Every industrial black magnet we supply undergoes rigorous quality control to meet international benchmarks:
- RoHS & REACH Certified: Free from hazardous substances, ensuring safe integration into consumer electronics and automotive systems.
- Strict Industrial Tolerances: Consistent magnetic output and dimensional accuracy across high-volume production batches.
NBAEM: Your Advanced Magnetic Material Supplier
At NBAEM, we bridge the gap between raw material processing and custom precision engineering. As a leading manufacturer, we specialize in delivering high-volume sintered ferrite magnets and ultra-precise black epoxy or nickel-coated rare earth systems tailored to your exact specifications.
Sintered & Coated Solutions
We streamline production to provide reliable, high-performance permanent magnets designed for global industrial demands:
- High-Volume Sintered Ferrites: Cost-effective, oxidation-resistant, and ideal for rugged, high-temperature operations.
- Advanced Coated Rare Earth Systems: Maximum holding force wrapped in protective Magnetbeschichtung options like black epoxy to survive harsh environments.
Tailored Engineering Support
We don’t just supply raw materials; we deliver engineered solutions. Our team provides end-to-end support, from initial prototyping of complex multi-pole rotors to scaling massive industrial production runs. Whether your project requires custom geometries or specific magnetic alignments, we ensure your components meet strict global tolerance standards.
Frequently Asked Questions About Black Magnets
Are black magnets stronger than silver magnets?
Not automatically. The color reflects the material or its coating, not its inherent magnetic pull. A naturally black ceramic permanent magnet (sintered ferrite) is significantly weaker than a silver-colored, raw rare earth magnet. However, if you take that same powerful Neodymium NdFeB material and apply a protective black epoxy coating, it retains its extreme strength while gaining a black finish. For a deeper breakdown of how these materials stack up against each other, read our guide on Ferritmagnet vs Neodym.
Can black epoxy coatings chip or wear off over time?
Yes, under harsh conditions. While an industrial black epoxy coating provides exceptional corrosion resistance and shields against moisture, it is still a physical layer. High-impact collisions, constant abrasion, or sharp friction can chip the surface. If the underlying rare-earth material is exposed to moisture, it will degrade. For applications with heavy physical wear, proper housing or alternative magnetic surface treatments should be engineered.
What is the maximum operating temperature for a black magnet?
It depends entirely on the base material system:
- Sintered Ferrite Magnets: Exceptional high-temperature magnetic stability, reliably operating up to 250°C without losing performance.
- Black-Coated Neodymium: Standard grades handle up to 80°C, though specialized high-coercivity grades can reach 200°C.
Exceeding these thermal thresholds can lead to permanent magnet demagnetization. If your system undergoes extreme thermal or mechanical stress, understanding the balance between temperature, environment, and proper magnetization and demagnetization for permanent magnet setups is critical for maintaining long-term field stability.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
Einen Kommentar hinterlassen