
Flusso magnetico e gauss superficiale
Il test delle prestazioni dei magneti finiti rileva principalmente il magnetismo superficiale e il flusso magnetico.
Magnetismo superficiale: Utilizzare un magnetometro di superficie (Gaussmetro, Tesla metro), che serve a testare il magnetismo superficiale sulla superficie del magnete. La sua sonda può testare solo un punto e può misurare solo la densità numerica magnetica in questa posizione all'interno del volume unitario del magnete, quindi i suoi dati sono dati di un punto, che è un valore assoluto. A volte noterai che i tuoi dati saltano continuamente. Questo perché l'area di contatto della sonda è un po' grande, quindi i suoi dati cambieranno.
Flusso magnetico: Consiste nel mettere il magnete in una bobina di Helmholtz e poi estrarlo. Il principio è che nella bobina c'è un campo magnetico costante. Quando si inserisce il magnete e poi lo si estrae, il campo magnetico cambia. Questo ha un impatto. La variazione tra il campo magnetico del magnete e il campo magnetico originale può essere utilizzata per determinare la densità di energia magnetica del magnete stesso, quindi è un valore relativo. Si riferisce all'energia dati dell'intero magnete, non ai dati in questo punto, quindi la maggior parte delle volte dobbiamo combinare i due dati di flusso magnetico e magnetismo superficiale per analizzare contemporaneamente, uno è il valore relativo e l'altro è il valore assoluto.
Quando si testano il magnetismo superficiale e il flusso magnetico, perché alcuni prodotti magnetici deboli appaiono nello stesso lotto di magneti? Avranno sempre una prestazione magnetica inferiore rispetto a un magnete normale. Qual è la ragione? Ci sono probabilmente quattro motivi:
1) Quando ciò accade, la maggior parte sono prodotti piccoli, e le loro procedure di lavorazione sono relativamente lunghe. È molto probabile che durante la lavorazione uno o due prodotti a bassa prestazione vengano mescolati nello stesso lotto di prodotti ad alte prestazioni. Se il prodotto non è gestito rigorosamente nel sito di produzione e nell'impianto di lavorazione, questo tipo di miscelazione si verifica spesso.
2) Produciamo questo tipo di piccoli prodotti. La maggior parte sono realizzati da un grezzo quadrato, tagliato in quadrati e arrotondato, dal grande al piccolo. Durante il processo di taglio, tutta la pelle esterna su ogni lato è chiamata materiale. La pelle e la pelle nera devono essere rimosse. Alcune fabbriche, per risparmiare costi e materiali, non rimuovono abbastanza pelle durante la rimozione o tagliano obliquamente, il che porta a prestazioni scadenti. Il materiale della pelle si attacca perché il prodotto è relativamente piccolo e sottile, influenzando le sue prestazioni.
3) Si verifica ancora durante la lavorazione, cioè durante il processo di taglio, hanno invertito la polarità della magnetizzazione. Era originariamente magnetizzato nella direzione dello spessore, ma alcuni pilastri sono stati tagliati erroneamente, e la direzione della magnetizzazione è stata tagliata. È diventata la direzione del diametro, causando che questo pezzo abbia una magnetizzazione significativamente inferiore rispetto agli altri.
4) Questa è la situazione più difficile, cioè l'uniformità dell'intero grezzo non è buona. Alcuni grezzi prodotti nello stesso forno sono alti e altri bassi. L'errore tra il più alto e il più basso è relativamente grande. Questo porta a una scarsa coerenza dell'intero prodotto.
Quindi, prima analizza il campo magnetico debole nel tuo prodotto, qual è la proporzione e quanto sono deboli le prestazioni, e poi trova le vere ragioni una per una.
I fattori che influenzano la coerenza delle prestazioni sono introdotti anche qui.
Attualmente, le attrezzature dei principali produttori di magneti hanno poca differenza nella formula delle materie prime e nel livello di gestione. La difficoltà è controllare la coerenza delle prestazioni di grandi lotti di prodotti.
1) Le prestazioni del materiale hanno una buona coerenza. Un lotto di carica produce circa 500KG. Ci sono molti grezzi. Come rendere le proprietà dei grezzi in diverse zone di temperatura coerenti? Anche se le prestazioni delle parti esterne e centrali dello stesso grezzo sono coerenti, devono comunque essere controllate e gestite.
2) Durante il processo di lavorazione, l'intervallo di tolleranza è ben controllato, il che aiuta a controllare la coerenza delle prestazioni.
3) Durante il processo di elettrodeposizione, la coerenza dello spessore del rivestimento. Ogni passaggio deve essere eseguito al massimo per garantire la coerenza delle prestazioni del prodotto finale.
Non si tratta solo di quanto siano alte le prestazioni del prodotto, ma anche del controllo della coerenza delle prestazioni nei prodotti in lotto.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
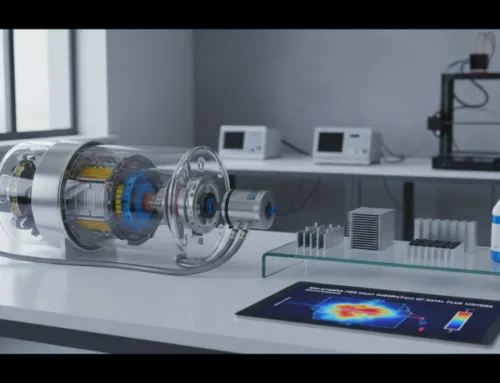
[…] da fattori come la dimensione del campo magnetico, la resistività del conduttore e la velocità con cui cambia il flusso magnetico. Il calore generato dalle correnti parassite è chiamato riscaldamento Joule. È quando l'energia elettrica […]
[…] volume (sound pressure level) with the same amount of power. This is why we pay close attention to magnetic flux and surface gauss when engineering high-efficiency drivers. If the field is weak, the speaker sounds flat and needs a […]
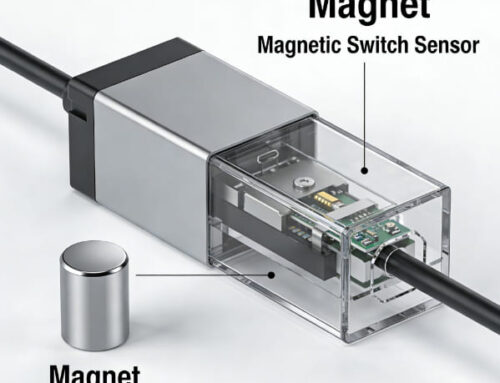
[…] Tuning: We can adjust the magnetic flux and surface gauss to meet precise pull force requirements or sensor triggering […]
[…] is vital to understand the technical distinction between total magnetic flux and surface gauss to ensure the assembly meets your specific torque or holding requirements. At our facility, we […]