
Neodymiummagneet is nog steeds het krachtigste en meest gebruikte zeldzame-aardmagneetmateriaal van tegenwoordig. Neodymium magneten kunnen worden ingedeeld in gesinterde Neodymium magneten, gebonden Neodymium magneten en warmgeperste Neodymium magneten, afhankelijk van het fabricageproces. Elke vorm heeft zijn eigen magnetische eigenschappen, waardoor hun overlappende toepassingsgebied kleiner is en ze een complementaire relatie hebben. Magneetgebruikers vragen zich af hoe Neodymium magneten worden gemaakt. Gesinterde Neodymium magneten worden geproduceerd door middel van een conventioneel poedermetallurgieproces en nemen een absolute overhand in het marktaandeel.
Hoe worden Neodymium magneten gemaakt?
Gesinterde Neodymium magneten worden bereid door de grondstoffen onder vacuüm of inerte atmosfeer te smelten in een inductiesmeltoven, vervolgens te verwerken in de stripcaster en af te koelen tot een Nd-Fe-B legering strip. Legering strips worden verpulverd tot een fijn poeder met een diameter van enkele microns. Het fijne poeder wordt vervolgens verdicht in een magnetisch oriëntatieveld en gesinterd tot dichte lichamen. De lichamen worden vervolgens bewerkt tot de specifieke vormen, oppervlaktebehandeld en gemagnetiseerd.
Wegen
Het wegen van gekwalificeerde grondstoffen is direct gerelateerd aan de nauwkeurigheid van de magneetsamenstelling. Zuiverheid van grondstoffen en stabiliteit van de chemische samenstelling vormen de basis van de productkwaliteit. Gesinterde Neodymium magneten selecteren normaal gesproken een zeldzame-aardlegering zoals Praseodymium-Neodymium Pr-Nd mischmetaal, Lanthaan-Cerium La-Ce mischmetaal en Dysprosium Ijzer Dy-Fe legering als materiaal om kosten te besparen. Hoog smeltpunt elementen Boron, Molybdenum of Niobium worden toegevoegd op ferroalloy wijze. Roestlaag, insluitsels, oxide en vuil op het grondstofoppervlak moeten worden verwijderd met een microstraalmachine. Bovendien moet de grondstof de juiste grootte hebben om de efficiëntie in het daaropvolgende smeltproces te waarborgen. Neodymium bezit een lage dampdruk en actieve chemische eigenschappen, waardoor zeldzame aardmetalen een zekere mate van vervluchtiging en oxidatieverlies vertonen tijdens het smeltproces. Daarom moet bij het weegproces van gesinterde Neodymium magneten worden overwogen om extra zeldzame aardmetalen toe te voegen om de nauwkeurigheid van de magneetsamenstelling te waarborgen.
Smelten en Strip Gieten
Smelten en strip gieten is cruciaal voor de samenstelling, kristallijne toestand en verdeling van de fase, en heeft dus invloed op het daaropvolgende proces en de magnetische prestaties. Grondstoffen worden verwarmd tot een gesmolten toestand via medium- en laagfrequente inductiesmelting onder vacuüm of inerte atmosfeer. Gieten kan worden verwerkt wanneer de legeringssmelt homogenisatie, uitlaat en slakken heeft gerealiseerd. Een goede gegoten staafmicrostructuur moet goed gegroeide en fijnmazige kolomvormige kristallen bezitten, en de Nd-rijke fase moet zich langs de korrelgrens verdelen. Bovendien moet de gegoten staafmicrostructuur vrij zijn van α-Fe fase. Re-Fe fasediagram geeft aan dat zeldzame aardse ternaire legering onvermijdelijk α-Fe fase zal produceren tijdens langzame afkoeling. Zachte magnetische eigenschappen van α-Fe fase bij kamertemperatuur zullen de magnetische prestaties van de magneet ernstig schaden en moeten dus worden geremd door snelle afkoeling. Om het gewenste snelle koeleffect te bereiken om de productie van α-Fe fase te remmen, ontwikkelde Showa Denko K. K. Strip Casting Technology en werd dit al snel een routinetechnologie binnen de industrie. Uniforme verdeling van Nd-rijke fase en het remmende effect op α-Fe fase kan effectief het totale gehalte aan zeldzame aarde verminderen, wat gunstig is voor de fabricage van hoogwaardige magneten en kostenreductie.
Waterstof Desintegratie
Hydrogenatiegedrag van zeldzame aardmetalen, legeringen of intermetallische verbindingen en fysisch-chemische eigenschappen van hydride zijn altijd een belangrijk punt geweest bij de toepassing van zeldzame aardmetalen. Nd-Fe-B legering staaf vertoont ook een zeer sterke hydrogenatieneiging. Waterstofatomen komen de interstitiële plaats binnen tussen de intermetallische verbinding hoofdfase en de Nd-rijke korrelgrensfase en vormen een interstitiële verbinding. Vervolgens neemt de interatomaire afstand toe en zet het rooster volume uit. De resulterende interne spanning zal korrelgrens scheuren (intergranulaire breuk), kristalbreuk (transkristallijne breuk) of ductiele breuk veroorzaken. Deze desintegratie gaat gepaard met geknetter en staat daarom bekend als waterstofdesintegratie. Het waterstofdesintegratieproces van gesinterde Neodymium magneten wordt ook wel het HD-proces genoemd. Korrelgrens scheuren en kristalbreuk die ontstaan in het waterstofdesintegratieproces maakten NdFeB grof poeder zeer fragiel en zeer voordelig voor het daaropvolgende jet milling proces. Naast het verbeteren van de efficiëntie van het jet milling proces, is het waterstofdesintegratieproces ook gunstig voor het aanpassen van de gemiddelde poedergrootte van fijn poeder.
Jetmaling
Jet milling is bewezen de meest praktische en efficiënte oplossing te zijn in het poederproces. Jet milling maakt gebruik van een hoge snelheid straal van inert gas om grof poeder te versnellen tot supersonische snelheid en poeder in elkaar te laten botsen. Het belangrijkste doel van het poederproces is het zoeken naar de juiste gemiddelde deeltjesgrootte en deeltjesgrootteverdeling. Het verschil van bovengenoemde kenmerken vertoont verschillende kenmerken op macroscopische schaal, die direct van invloed zijn op het vullen, oriënteren, verdichten, ontvormen en de microstructuur die in het sinterproces wordt gegenereerd, waardoor de magnetische prestaties, mechanische eigenschappen, thermo-elektriciteit en chemische stabiliteit van gesinterde Neodymium magneten gevoelig worden beïnvloed. De ideale microstructuur is een fijne en uniforme hoofdfase korrel omgeven door een gladde en dunne extra fase. Bovendien moet de gemakkelijke magnetisatierichting van de hoofdfase korrel zo consistent mogelijk langs de oriëntatierichting worden gerangschikt. Holtes, grote korrels of zachte magnetische fase zullen leiden tot een aanzienlijke vermindering van de intrinsieke coërciviteit. Remanentie en vierkantheid van de demagnetisatiecurve zullen gelijktijdig afnemen, terwijl de gemakkelijke magnetisatierichting van de korrel afwijkt van de oriëntatierichting. Daardoor moeten legeringen worden verpulverd tot de enkelkristal deeltjes met een diameter van 3 tot 5 micron.
Verdichten
Magnetisch veld oriëntatie verdichten verwijst naar het gebruik van de interactie tussen magnetisch poeder en het externe magnetische veld om poeder uit te lijnen langs de gemakkelijke magnetisatierichting en het consistent te maken met de uiteindelijke magnetisatierichting. Magnetisch veld oriëntatie verdichten is de meest voorkomende manier om anisotrope magneten te fabriceren. Nd-Fe-B legering is in het vorige jet milling proces tot het enkelkristal deeltje verpletterd. Enkelkristal deeltjes zijn uniaxiaal anisotroop en elk van hen heeft slechts één gemakkelijke magnetisatierichting. Magnetisch poeder zal transformeren in het enkel domein van multi-domein onder de werking van extern magnetisch veld nadat het los in de mal is gevuld, en vervolgens de gemakkelijke magnetisatierichting c-as aanpassen om consistent te zijn met de externe magnetische veldrichting via roteren of bewegen. De C-as van legeringspoeder behoudt in principe zijn rangschikkingsstatus tijdens het verdichtingsproces. Verdichte delen moeten een demagnetisatiebehandeling ondergaan voordat ze worden ontvormd. De belangrijkste index van het verdichtingsproces is de oriëntatiegraad. De oriëntatiegraad van gesinterde Neodymium magneten wordt bepaald door verschillende factoren, waaronder de oriëntatie magnetische veldsterkte, deeltjesgrootte, schijnbare dichtheid, verdichtingsmethode, verdichtingsdruk, enz.
Sinteren
De dichtheid van het verdichte deel kan meer dan 95% van de theoretische dichtheid bereiken na het sinterproces onder hoog vacuüm of zuivere inerte atmosfeer. Daarom zijn holtes in de gesinterde Neodymium magneet gesloten, wat de uniformiteit van de magnetische fluxdichtheid en de chemische stabiliteit garandeert. Aangezien de permanente magnetische eigenschappen van gesinterde Neodymium magneten nauw verwant zijn aan de eigen microstructuur, is warmtebehandeling na het sinterproces ook cruciaal voor de aanpassing van de magnetische prestaties, met name de intrinsieke coërciviteit. De Nd-rijke korrelgrensfase dient als de vloeibare fase die de sinterreactie kan bevorderen en oppervlakte defecten op de hoofdfase korrel kan herstellen. De sintertemperatuur van Neodymium magneten ligt gewoonlijk tussen 1050 en 1180 graden Celsius. Overmatige temperatuur zal leiden tot korrelgroei en de intrinsieke coërciviteit verminderen. Om een ideale intrinsieke coërciviteit, vierkantheid van de demagnetisatiecurve en onomkeerbaar verlies bij hoge temperatuur te verkrijgen, moet de gesinterde Neodymium magneet gewoonlijk een tweetraps temperende warmtebehandeling ondergaan bij 900 en 500 graden Celsius.
Bewerken
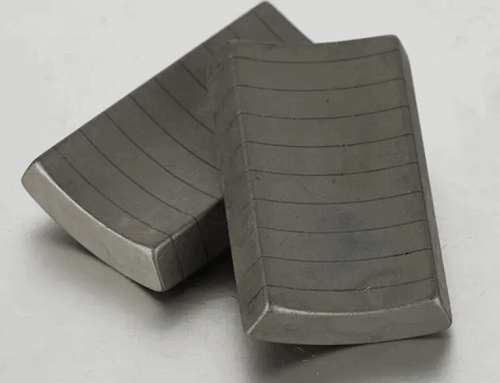
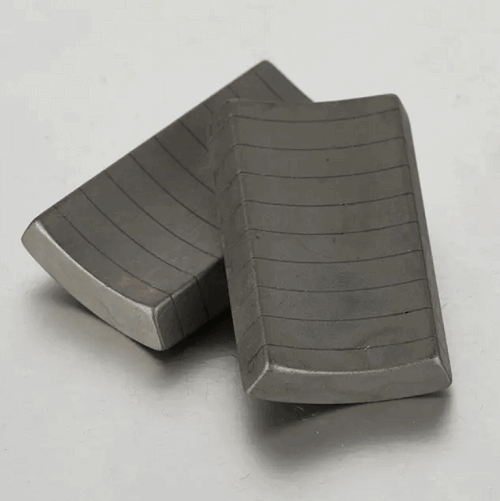
Naast een regelmatige vorm met een matige grootte, is het voor gesinterde Neodymium magneten moeilijk om de vereiste vorm en maatnauwkeurigheid in één keer te bereiken vanwege de technische beperkingen in het magnetisch veld oriëntatie verdichtingsproces, waardoor bewerking een onvermijdelijk proces is voor de gesinterde Neodymium magneet. Als een typisch cermet materiaal is gesinterde Neodymium magneet aanzienlijk hard en bros, waardoor er slechts snijden, boren en slijpen kunnen worden toegepast op het bewerkingsproces van conventionele bewerkingstechnologie. Bij het snijden met een mes wordt typisch gebruik gemaakt van een met diamant of CBN bekleed mes. Draadsnijden en lasersnijden zijn zeer geschikt voor de bewerking van speciaal gevormde magneten, maar worden tegelijkertijd beschuldigd van een lage productie-efficiëntie en hoge verwerkingskosten. Het boorproces van gesinterde Neodymium magneten wordt voornamelijk toegepast met diamant en laser. Het is noodzakelijk om een trepanatieproces te selecteren wanneer het binnenste gat van de ringmagneet groter is dan 4 mm. Als bijproduct van het trepanatieproces kan de getrepaneerde kern worden gebruikt voor de fabricage van andere geschikte kleinere magneten en daardoor de materiaalbenuttingsgraad aanzienlijk verhogen. Het slijpwiel voor kopieerslijpen wordt geproduceerd op basis van het slijpoppervlak.
Oppervlaktebehandeling
Oppervlakte beschermende behandeling is een noodzakelijke procedure voor de Neodymium magneet, met name gesinterde Neodymium magneet. Gesinterde Neodymium magneet bezit een meerfasen microstructuur en bestaat uit Nd2Fe14B hoofdfase, Nd-rijke fase en B-rijke fase. Nd-rijke fase vertoont een zeer sterke oxidatieneiging en vormt de primaire batterij met de hoofdfase in een vochtige omgeving. Een kleine hoeveelheid substitutionele elementen is in staat om de chemische stabiliteit van magneten te verbeteren, maar gaat ten koste van de magnetische prestaties. Daarom is de bescherming van gesinterde Neodymium magneet voornamelijk gericht op het oppervlak. Oppervlaktebehandeling van gesinterde Neodymium magneet kan worden ingedeeld in een nat proces en een droog proces. Nat proces verwijst naar magneten die een oppervlakte beschermende behandeling ondergaan in zuiver water of een oplossing. Het natte proces omvat fosfaat, elektroplating, stroomloos plateren, elektroforese, spuitcoating en dompelcoating. Droog proces verwijst naar magneten die een oppervlakte beschermende behandeling ondergaan door middel van een fysiek of chemisch proces zonder contact met een oplossing. Het droge proces omvat over het algemeen fysische dampafzetting (PVD) en chemische dampafzetting (CVD).
Magnetisatie
De meerderheid van permanente magneten wordt vooraf gemagnetiseerd voordat ze worden gebruikt voor hun beoogde toepassingen. Het magnetisatieproces verwijst naar het aanbrengen van een magnetisch veld langs de oriëntatierichting van de permanente magneet en het bereiken van technische verzadiging met de toename van de externe magnetische veldsterkte. Elk type permanent magnetisch materiaal heeft een specifieke magnetische veldsterkte nodig om technische verzadiging in magnetisatierichting te bereiken. Remanentie en intrinsieke coerciviteit zullen lager zijn dan hun juiste waarden tenzij de externe magnetische veldsterkte lager is dan het technische verzadigingsmagnetisch veld. Permanente magneten kunnen worden onderverdeeld in isotrope en anisotrope types, afhankelijk van of ze een gemakkelijke magnetisatierichting hebben of niet. Als anisotrope magneet met hoge intrinsieke coerciviteit moet gesinterde neodymiummagneet worden gemagnetiseerd via impuls-magnetisatie. De condensator wordt opgeladen na gelijkrichting, waarna de elektrische energie in de condensator onmiddellijk wordt ontladen naar de magnetiseerfixture. De magnetiseerfixture kan het pulserende magnetische veld genereren tijdens de onmiddellijke sterke stroom die erdoorheen loopt. Daarom wordt de permanente magneet in de spoel gemagnetiseerd. Er kunnen verschillende magnetisatiepatronen worden bereikt op gesinterde neodymiummagneten zolang deze niet conflicteren met de oriëntatierichting.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
… en prestaties. Voor technische inzichten over de productie en coatings van magneten, vind je mogelijk hoe je NdFeB-magneet maakt …
[…] particles from fast-moving fluids. To understand the engineering behind this power, looking at how to make NdFeB magnets reveals the complex sintering process that defines their strength. These magnets are encapsulated […]
[…] Technology. It delivers high magnetic flux density without taking up space. Understanding the manufacturing process of NdFeB magnets highlights exactly why this material dominates the high-performance […]