
You might already know that raw NdFeB magnets are highly susceptible to oxidation and corrosion in harsh industrial environments.
But how do you guarantee your supplier’s surface treatments will actually survive?
As a manufacturer with over 14 years of dedicated expertise, I know that demanding rigorous quality control is the only way to prevent catastrophic assembly failures.
In this post, you’re going to learn exactly how to evaluate a comprehensive magnetic lớp phủ test protocol, step by step.
From Salt Spray Testing (SST) to Cross-Hatch Adhesion verification, we’ll cover the proven methodologies that ensure your components meet strict ISO/TS16949 and PPAP Level 3 standards.
So if you’re looking to source defect-free magnetic assemblies and protect your bottom line, this guide is for you.
Let’s dive right in.
Why Rigorous Coating Verification is Critical for Permanent Magnets
Are your magnetic motor assemblies failing prematurely due to unexpected corrosion? The root cause often traces back to unprotected or poorly shielded materials. We know that verifying the durability of these components is non-negotiable for protecting your bottom line.
The Inherent Vulnerabilities of Raw Magnets
Raw magnetic materials are powerhouses of performance, but they carry distinct chemical weaknesses:
- NdFeB (Neodymium Iron Boron): Highly prone to rapid oxidation and rust when exposed to atmospheric moisture.
- SmCo (Samarium Cobalt): While naturally more corrosion-resistant, it remains exceptionally brittle and susceptible to physical degradation without proper shielding.
How Operational Environments Degrade Performance
Field conditions are brutal on unprotected magnets. Without verified environmental testing protocols, your components face immediate threats:
- High Humidity: Accelerates rust formation in NdFeB, causing physical swelling that can lock up motor rotors.
- Extreme Temperatures: Triggers thermal expansion, stressing the physical structure of the magnet.
- Chemical Exposure: Strips away weak plating, leading to rapid and permanent magnetic flux loss.
Extending Lifecycle with Proven Surface Treatments
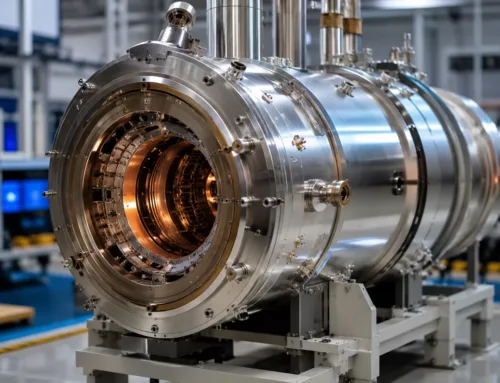
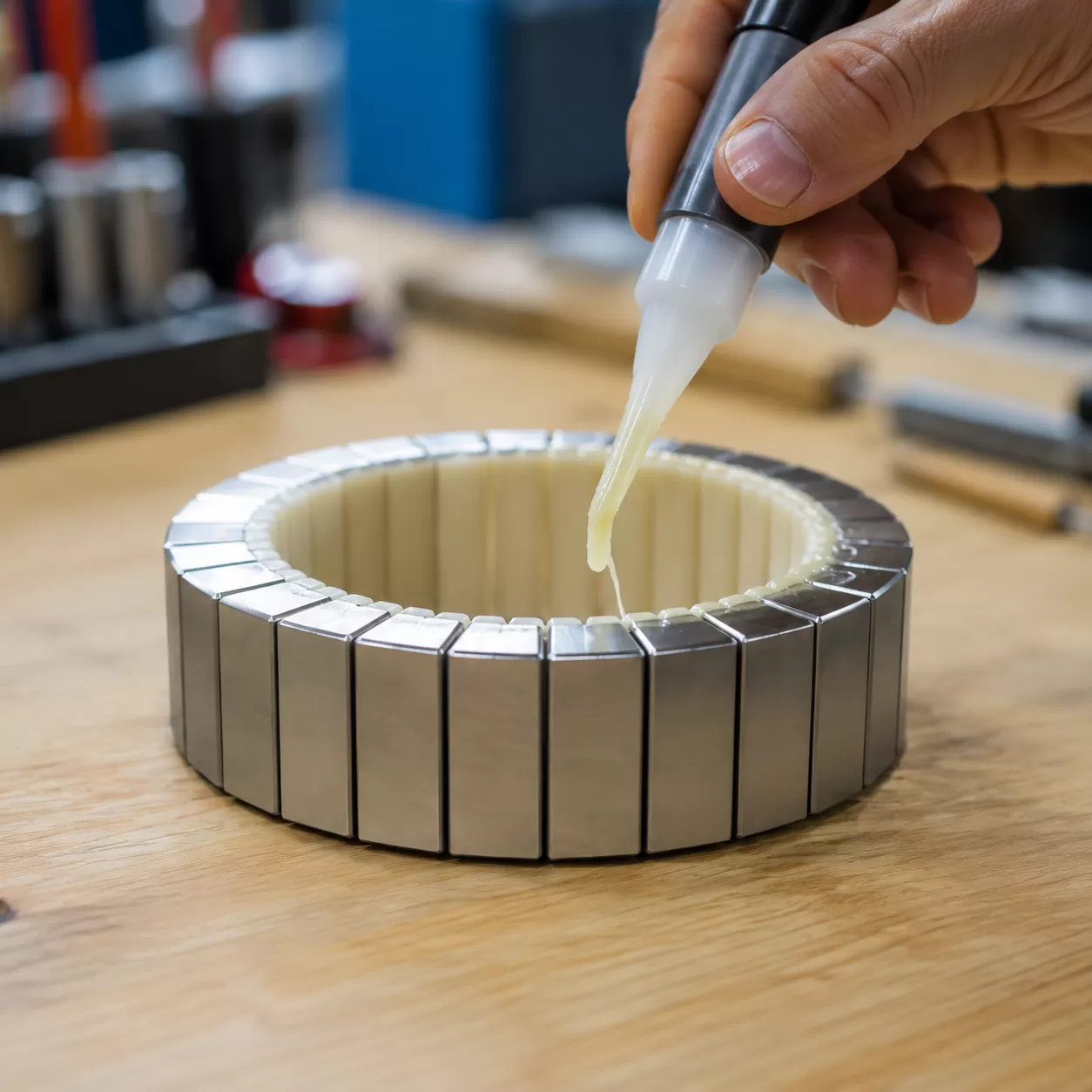
To prevent catastrophic field failures, we engineer robust NdFeB surface treatments. A proper protective layer acts as an impenetrable shield, directly extending the operational lifecycle of critical components like high-speed magnetic motor assemblies and complex halbach arrays.
However, simply applying a layer of nickel, zinc, or epoxy is never enough. To guarantee magnetic assembly reliability and ensure defect-free magnetic materials reach your production line, we must validate the barrier’s integrity. Executing a comprehensive coating test is the only way we mitigate your risk, reduce warranty claims, and guarantee long-term performance in the harshest environments.
Core Coating Test Methodologies in Magnetic Manufacturing

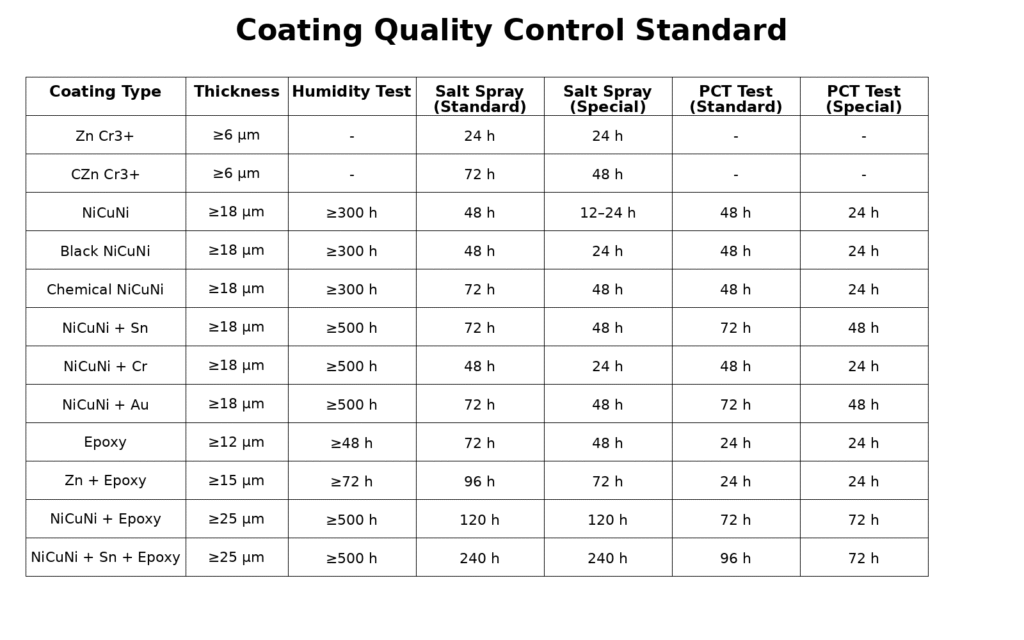
PCT HAST TEST
To guarantee our products hold up in the real world, we put them through a rigorous series of environmental testing protocols. Every coating test we execute is designed to push the limits of surface treatments to deliver defect-free magnetic materials.
- Salt Spray Testing (SST): This is our absolute baseline for corrosion resistance verification. We expose coated magnets to a corrosive saline mist to track rust formation. This establishes strict standard benchmarks based on the specific coating type, ensuring ultimate Neodymium plating durability in damp or marine environments.
- Pressure Cooker Test (PCT / HAST): We simulate years of environmental wear in a matter of days. By subjecting PCT magnets to highly accelerated extreme heat, high humidity, and intense pressure, we verify long-term stability and field resilience.
- X-Ray Fluorescence Coating Measurement: Precision is everything when mapping out how to make NdFeB magnets for tight assemblies. We use non-destructive X-rays to verify exact magnet coating thickness. This ensures dimensional tolerance is perfectly maintained without compromising the underlying magnetic flux.
- Cross-Hatch Adhesion Test: A surface treatment is useless if it peels under stress. We score a precise grid into the coating and test it with high-tack tape to verify the raw bond strength. Passing this test means zero flaking, zero peeling, and zero mechanical interference in the final motor or assembly.
- Thermal Shock Testing: Different materials expand and contract at different rates. We expose coated magnets to rapid, extreme hot-to-cold temperature fluctuations to identify and eliminate any thermal expansion mismatches. This test is non-negotiable when engineering reliable nam châm chịu nhiệt cao for harsh industrial and automotive applications.
Aligning Coating Tests with Automotive Standards
When we manufacture magnetic assemblies, passing a rigorous coating test is non-negotiable. Global industries demand proof that our magnets will actually survive in the field. We align our environmental testing protocols with strict international standards to guarantee long-term magnetic assembly reliability.
ISO 9001 and ISO 14001 Compliance
We rely on comprehensive coating tests to maintain these core global standards. This ensures every batch we ship meets exact baseline requirements for both quality and sustainability.
- ISO 9001: Validates our quality management systems, ensuring consistent, defect-free magnetic materials.
- ISO 14001: Ensures our surface treatment processes are environmentally responsible and safe.
Meeting ISO/TS16949 Quality Control
The automotive sector pushes components to their absolute limits. To meet strict ISO/TS16949 quality control standards, our coating verification process must be flawless. We continuously test Neodymium plating durability against heat, friction, and moisture so car manufacturers never have to worry about unexpected motor failures down the road.
Achieving PPAP Level 3 Compliance
Major OEMs don’t just take our word for it—they require hard data. We successfully fulfill PPAP Level 3 compliance by backing up our production runs with fully documented test results.
- Traceable Data: We record the exact metrics from every coating test we run.
- Proven Reliability: Documented proof ensures our custom magnet engineering meets the exact dimensional and performance specs required by the buyer.
Whether we are building a complex automotive motor array or standard components, the products we engineer undergo these strict validations to ensure they perform exactly as intended in the real world.
The Financial ROI of a Coating Test
Salt spray test PCT test coating test
Skipping a coating test might seem like a quick way to cut production time, but the financial fallout from failed magnets will cost you far more. Strict quality control directly impacts your bottom line. We prioritize rigorous testing because we know what happens when unverified magnetic assemblies fail in the field.
Preventing Catastrophic Failures
When a magnet’s surface treatment fails, the core material degrades rapidly. Upfront verification ensures magnetic assembly reliability and stops massive failures in end-user applications.
- Stops corrosion before parts leave the facility.
- Protects the system from flaking debris and mechanical jams.
- Guarantees performance in harsh operational environments.
Reducing OEM Warranty Claims
Supplying defect-free magnetic materials isn’t just about passing an inspection; it’s about protecting your brand’s wallet.
- Fewer replacements: Verified coatings mean parts actually last their intended lifespan.
- Lower warranty costs: You stop paying for expensive field repairs and product recalls.
- Protected reputation: Consistent, verifiable quality builds trust and repeat business.
The Advantage of Integrated Testing
There is a massive financial advantage to sourcing full magnetic assemblies from a single supplier equipped with in-house testing capabilities. When you combine rigorous coating verification with advanced magnet machining, you completely eliminate the risks of moving parts between multiple vendors. We handle the manufacturing and the testing under one roof, giving you a ready-to-install, fully verified assembly that protects your ROI from day one.
FAQs About Coating Tests
What is the standard duration for a salt spray test on Neodymium magnets?
When we run salt spray testing (SST), the required duration depends heavily on the specific surface treatment. For standard Ni-Cu-Ni plating, we typically run the test for 24 to 48 hours. For high-grade epoxy coatings, which offer superior Neodymium plating durability, the test easily pushes past 96 hours. This accelerated environmental testing protocol simulates years of harsh, real-world corrosion in just a few days.
How does testing ensure magnet coating thickness doesn’t affect magnetic pull force?
Every layer of coating acts as a physical barrier. If a coating is too thick, it creates an unwanted air gap between the magnet and the metal it interacts with, instantly weakening the pull force. We use precise X-ray fluorescence to monitor the exact magnet coating thickness. By strictly controlling this dimension, we ensure that the baseline magnetization of the permanent magnet translates directly into the exact holding power your design demands.
Why is the cross-hatch adhesion test critical for high-speed motor assemblies?
High-speed motor assemblies operate under extreme stress, dealing with massive RPMs, thermal shocks, and intense vibration. If a coating starts to peel or flake under these conditions, the loose debris will quickly jam the narrow air gap in the motor, leading to catastrophic failure. We rely on the cross-hatch adhesion test to guarantee that the surface treatment is permanently bonded to the raw magnetic material. Passing this specific coating test proves the outer layer won’t chip or detach, ensuring defect-free magnetic materials that keep your motors running safely.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
Để lại bình luận